Toode




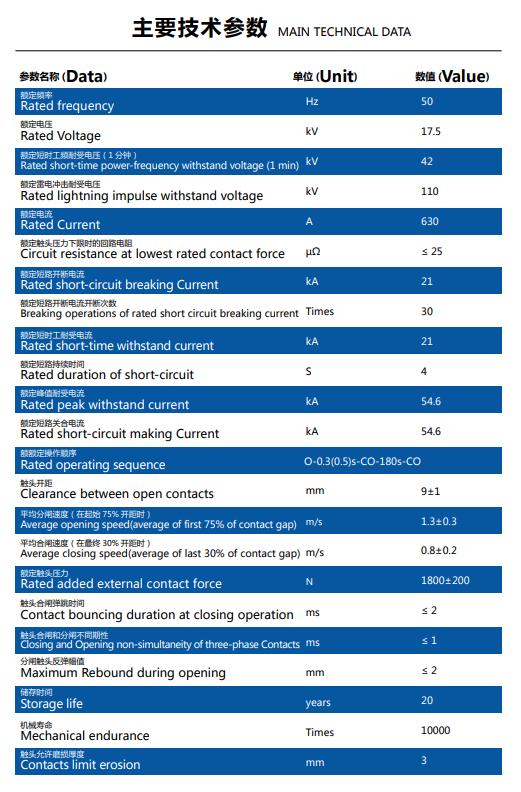
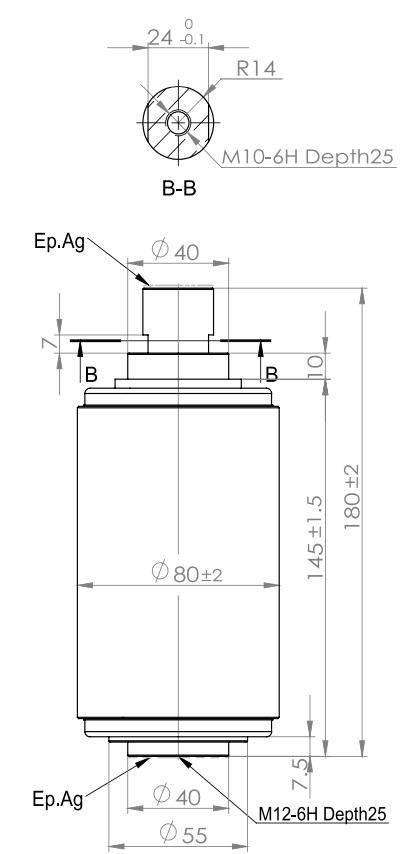
Vaakumkatkesti ekspordiks TD-17.5/630-21 (188)
Toote lühikirjeldus:
Algselt monteeriti vaakumkatkestite alamkoostud ja joodeti kokku vesinik-atmosfääri ahjus.Katkesti sisemusse ühendatud toru kasutati katkestaja evakueerimiseks välise vaakumpumbaga, samal ajal kui katkestit hoiti umbes 400 °C (752 °F) juures.Alates 1970. aastatest on katkestuste alamkomponente monteeritud kõrgvaakumjoodisjootmisahjus kombineeritud kõvajoodisjootmise ja evakueerimise protsessiga.Kümneid (või sadu) pudeleid töödeldakse ühes partiis, kasutades kõrgvaakumahju, mis soojendab neid temperatuuril kuni 900 °C ja rõhul 10–6 mbar.Seega täidavad katkestused kvaliteedinõuet "eluaegselt suletud".Tänu täisautomaatsele tootmisprotsessile saab kõrget kvaliteeti igal ajal pidevalt taasesitada.
Seejärel kasutatakse katkestuste hindamist röntgeniprotseduuri abil, et kontrollida sisemiste komponentide asukohti, terviklikkust ja kõvajoodisjootmispunktide kvaliteeti.See tagab vaakumkatkestite kõrge kvaliteedi.
Vormimise ajal määratakse vaakumkatkesti lõplik sisemine dielektriline tugevus järk-järgult kasvava pingega ja seda kontrollitakse järgneva välkimpulsi pingetestiga.Mõlemad toimingud tehakse standardites ettenähtust kõrgemate väärtustega, mis tõendavad vaakumkatkestite kvaliteeti.See on pika vastupidavuse ja kõrge kättesaadavuse eeldus.
Teatud asjaoludel võib vaakumkaitselüliti viia vooluahela voolu nullini enne loomulikku nulli (ja voolu tagasipööramist) vahelduvvooluahelas.Kui katkesti töö ajastus on vahelduvpinge lainekuju suhtes ebasoodne (kui kaar on kustunud, kuid kontaktid veel liiguvad ja ionisatsioon ei ole katkestis veel hajunud), võib pinge ületada pilu vastupidavuspinget.
Tänapäeval, kui voolutugevus on väga madal, ei tekita vaakumkaitselülitid liigpinget, mis võiks vähendada ümbritsevate seadmete isolatsiooni.